服务项目
最新动态
 首页 > 服务项目 > 压力容器设计许可证 > 小知识 | 压力容器标准中有关“全焊透”的规定
首页 > 服务项目 > 压力容器设计许可证 > 小知识 | 压力容器标准中有关“全焊透”的规定压力容器:小知识 | 压力容器标准中有关“全焊透”的规定
压力容器A、B类焊缝应该是必须全焊透的。德国AD规范规定焊缝不得有裂纹或未熔合或未焊透。美国ASME、日本JIS8243 推荐的A、B类焊缝也全部为双面对接焊或相当于双面焊。GB/T 150.1中对于焊接接头系数取1或0.85的情况,都要求是全焊透的,并且在GB/T 150.3附录D给出的A、B类对接接头型式也都为全焊透。
至于接管与壳体的焊接接头,其拘束性大、存在较大的应力集中,对疲劳载荷而言,往往是裂纹产生的起源处。从制造的角度而言,这类焊缝也是所有焊缝中最难控制、最易产生问题的部位。这也应当是设计关注的重点。
TSG 21-2016 、SH/T 3074-2018等标准规定了接管与壳体的焊接接头应采用全截面焊透情况,有关标准也建议其坡口采用马鞍形开孔切割机,以便提高坡口的加工精度,降低劳动强度,保证焊接质量。
在压力容器各主要标准中,TSG 21、SH/T 3074、HG/T20583等都明确规定了A、B、D类接头应全焊透的情况,我们分别来看一下。
需要指出的是,在GB/T 150.3及HG/T 20583推荐的接管与壳体的焊接型式中有未全焊透的结构,若有必要全焊透,设计文件中应强调一下,可以这样写:受压元件之间的焊接接头应全焊透。
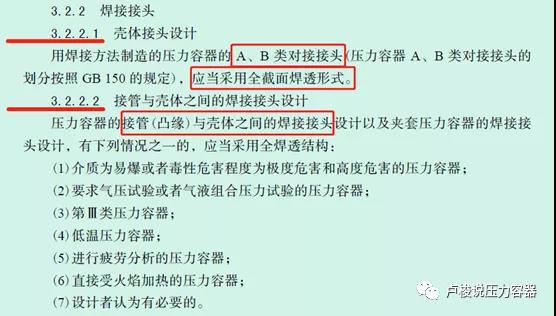
TSG 21-2016 固容规
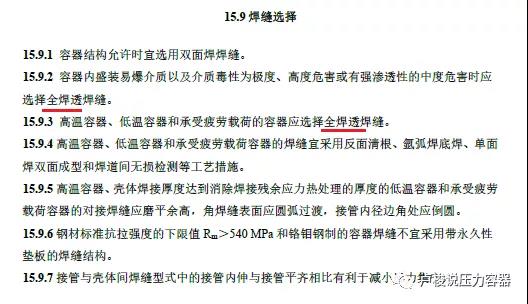
SH/T 3074-2018《石油化工钢制压力容器》
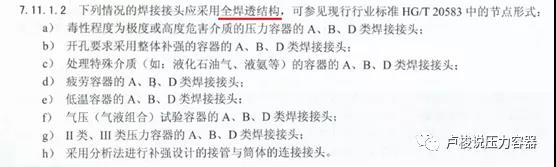
HG/T 20583-2020《钢制化工容器结构设计规范》(报批稿)
参考文献:HG/T 20583-2020《钢制化工容器结构设计规范》(报批稿)条文说明
至于接管与壳体的焊接接头,其拘束性大、存在较大的应力集中,对疲劳载荷而言,往往是裂纹产生的起源处。从制造的角度而言,这类焊缝也是所有焊缝中最难控制、最易产生问题的部位。这也应当是设计关注的重点。
TSG 21-2016 、SH/T 3074-2018等标准规定了接管与壳体的焊接接头应采用全截面焊透情况,有关标准也建议其坡口采用马鞍形开孔切割机,以便提高坡口的加工精度,降低劳动强度,保证焊接质量。
在压力容器各主要标准中,TSG 21、SH/T 3074、HG/T20583等都明确规定了A、B、D类接头应全焊透的情况,我们分别来看一下。
需要指出的是,在GB/T 150.3及HG/T 20583推荐的接管与壳体的焊接型式中有未全焊透的结构,若有必要全焊透,设计文件中应强调一下,可以这样写:受压元件之间的焊接接头应全焊透。
TSG 21-2016 固容规
SH/T 3074-2018《石油化工钢制压力容器》
HG/T 20583-2020《钢制化工容器结构设计规范》(报批稿)
参考文献:HG/T 20583-2020《钢制化工容器结构设计规范》(报批稿)条文说明
想了解更多的关于压力容器信息可以经常关注我们
【相关文章】
