服务项目
最新动态
 首页 > 服务项目 > 压力容器生产许可证 > 压力容器常用工装有哪些?
首页 > 服务项目 > 压力容器生产许可证 > 压力容器常用工装有哪些?生产许可证:压力容器常用工装有哪些?
一.特殊支撑
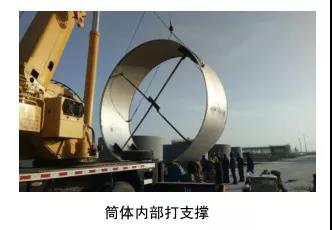
1.筒体及裙座使用支撑
该支撑主要用在大型超限设备筒体卷制、焊接、校圆完毕后防止筒体变形,在筒节边缘及内部打防变形支撑(包括一字型、十字型、米字型)。该支撑也适用于现场制造需要从制造厂分段发往现场,在发往现场运输过程中为防止变形采用打支撑的方式。在起吊转运过程中为防止筒体由于本身自重加上吊具牵引力产生的变形,需要打支撑。筒节之间组对过程中,由于筒体直径很大,容器外壁很薄,将筒体分段放置在滚轮架上时,通过滚轮架的转动加上筒体自重筒体已变形,在焊接组对过程中无法保证直线度,这个过程也需要筒体内部打支撑,如下图所示。
2.筒体开孔使用支撑
对于大型薄壁容器来说,往往需要在筒体上开大量的接管孔,尤其是塔器生产工艺流程复杂,内件安装较多、接管也多,筒体上需要开制大量接管孔,而设备本身直径较大,壁厚较薄,在用切割机气割孔的同时已经有微小的变形,开完孔后组装接管时,由于接管自身重量较大,在进行接管和筒体焊接的同时,筒体上开孔处局部温度过高,无法承载接管的重量,导致接管在筒体开孔处发生坍塌、内陷,影响安装尺寸。这时就需要在接管开孔边缘处打支撑防止开孔及组装接管过程中变形,如下图所示。
二.厚壁筒体环形预热
对于厚壁压力容器为了保证焊接性能,在焊接前需要对焊接坡口进行预热,坡口达到一定温度才能进行焊接,以及在焊接过程中需要边焊接边保温,预热工装的作用将非常重要,如果预热效果不好或者不预热将会导致焊缝质量不合格甚至脆性钢会导致焊缝周围炸裂。对于厚壁筒体为了防止焊接过程裂纹产生,在进行基层焊接之前对筒体进行预热,经过长期实践,根据实际需要制作筒体焊缝预热工装,如下图所示。
压力容器预热工装包括:进气管、加热管、烧嘴、连接管、支架。上述部件焊接连接,根据所预热部位高度对支架进行调整,使用时,首先将加热管根据筒体直径大小进行炜弯,加热管两端封闭,在连接烧嘴的部位上钻孔用于给烧嘴输送天然气,烧嘴与筒体外表面距离 20~30 mm,整个工装根据焊缝宽度和筒体直径确定预热范围及工装支架的高度,确定好焊缝预热范围进而确定连接管长度,进气管与连接管相连进气进而将天然气传递到加热管,为了增大预热范围及加热速度,在烧嘴中部两侧开孔,最后将所有部件焊接连接,将整个工装焊接固定在焊缝预热处正下方,所述工装根据预热部位可进行改进使用,对于接管预热将加热管连成整圈,提高预热效率。如若工作量较大,可一次制造多个加热管同时使用,以提高生产效率。
三.卡子转运、翻转
压力容器的生产制造中,筒体起吊、转运、翻转是必不可少的程序。之前所使用的筒体转运、翻转工装一般由钢丝绳或者普通卡子使用吊车直接通过吊钩连接钢丝绳或者卡子起吊,对于重量大的筒节,钢丝绳的承受载荷有限,疲劳、磨损程度不确定,对钢丝绳起吊能力无法判断,可能导致钢丝绳超出所承载的范围,钢丝绳断裂筒体滑落;另外,卡子对筒体的卡力度不够,可能导致筒体滑落,造成安全事故,也不好防护。
一种可行的工装如下图所示, 1 与 2 采用螺栓连接,吊具 A、B 之间通过钢丝绳与动滑轮连接,在 1 和 2 的内侧面上堆焊锯齿台,锯齿台的高度为 3~5 mm,作用是为了增大 1、2 与筒体内、外壁的摩擦力。
通过天车连接滑轮和钢丝绳,将起吊力通过滑轮和钢丝绳传递到筒体内壁卡子上增大卡子对筒体的卡紧力。所述模具配合使用,将吊具卡在筒体壁上进行吊装和翻转。
四.塔盘支撑圈安装、检查
压力容器的生产制造中,塔盘支撑圈的安装是必不可少的,而且安装精度直接决定设备能否正常投入生产。之前塔盘支撑圈及内件安装都是铆工师傅靠整体划线,然后每一件再划线来确定安装位置,由于是人为操作,误差较大,效率低,精度不高,而且费时、费力。
如下图所示,塔盘支撑圈安装精度定位、可调式工装使用时,首先测量所安装的塔盘支撑圈及内件的尺寸,根据塔盘支撑圈及内件的尺寸先确定好1 和 2 的长度。如果该设备直径较小,所需塔盘支撑圈及内件尺寸规格也小,可以直接使用 1 和 2 进行划线安装。如果设备直径较大可在 2 上钻孔连接3 进行安装,使其安装精度达到图纸及技术要求。如若是压力容器变径设备,可同时制作多个同规格的模 1 和模 2,只需更换模 3 的尺寸就可以对另一台设备进行划线安装,以提高生产效率。
五.设备整体直线度检查
直线度是压力容器生产制造中以及制造完毕后都必须要保证的。压力容器生产完毕后直线度控制不合适将会导致该设备可能无法投入使用。而且对于压力容器规格较大,使用其他设备检查不方便,人工测量精度不高,所以使用一种整体工装将会实现高效、快速检查。
所述塔器整体直线度检查工装,其结构包括:一对角钢、一根细钢丝、数根细线加吊坠;将等长角钢焊接在上下封头中心接管上,细钢丝固定在两根角钢同一位置。一对角钢长度必须一样并且角钢边缘在接管中心上,细钢丝在角钢上固定的位置也一样并且绷紧,将数根细线从筒体同一方位自然垂下,检查细线与细钢丝间的距离来判别直线度是否合理,如下图所示。
1.筒体及裙座使用支撑
该支撑主要用在大型超限设备筒体卷制、焊接、校圆完毕后防止筒体变形,在筒节边缘及内部打防变形支撑(包括一字型、十字型、米字型)。该支撑也适用于现场制造需要从制造厂分段发往现场,在发往现场运输过程中为防止变形采用打支撑的方式。在起吊转运过程中为防止筒体由于本身自重加上吊具牵引力产生的变形,需要打支撑。筒节之间组对过程中,由于筒体直径很大,容器外壁很薄,将筒体分段放置在滚轮架上时,通过滚轮架的转动加上筒体自重筒体已变形,在焊接组对过程中无法保证直线度,这个过程也需要筒体内部打支撑,如下图所示。
2.筒体开孔使用支撑
对于大型薄壁容器来说,往往需要在筒体上开大量的接管孔,尤其是塔器生产工艺流程复杂,内件安装较多、接管也多,筒体上需要开制大量接管孔,而设备本身直径较大,壁厚较薄,在用切割机气割孔的同时已经有微小的变形,开完孔后组装接管时,由于接管自身重量较大,在进行接管和筒体焊接的同时,筒体上开孔处局部温度过高,无法承载接管的重量,导致接管在筒体开孔处发生坍塌、内陷,影响安装尺寸。这时就需要在接管开孔边缘处打支撑防止开孔及组装接管过程中变形,如下图所示。
二.厚壁筒体环形预热
对于厚壁压力容器为了保证焊接性能,在焊接前需要对焊接坡口进行预热,坡口达到一定温度才能进行焊接,以及在焊接过程中需要边焊接边保温,预热工装的作用将非常重要,如果预热效果不好或者不预热将会导致焊缝质量不合格甚至脆性钢会导致焊缝周围炸裂。对于厚壁筒体为了防止焊接过程裂纹产生,在进行基层焊接之前对筒体进行预热,经过长期实践,根据实际需要制作筒体焊缝预热工装,如下图所示。
压力容器预热工装包括:进气管、加热管、烧嘴、连接管、支架。上述部件焊接连接,根据所预热部位高度对支架进行调整,使用时,首先将加热管根据筒体直径大小进行炜弯,加热管两端封闭,在连接烧嘴的部位上钻孔用于给烧嘴输送天然气,烧嘴与筒体外表面距离 20~30 mm,整个工装根据焊缝宽度和筒体直径确定预热范围及工装支架的高度,确定好焊缝预热范围进而确定连接管长度,进气管与连接管相连进气进而将天然气传递到加热管,为了增大预热范围及加热速度,在烧嘴中部两侧开孔,最后将所有部件焊接连接,将整个工装焊接固定在焊缝预热处正下方,所述工装根据预热部位可进行改进使用,对于接管预热将加热管连成整圈,提高预热效率。如若工作量较大,可一次制造多个加热管同时使用,以提高生产效率。
三.卡子转运、翻转
压力容器的生产制造中,筒体起吊、转运、翻转是必不可少的程序。之前所使用的筒体转运、翻转工装一般由钢丝绳或者普通卡子使用吊车直接通过吊钩连接钢丝绳或者卡子起吊,对于重量大的筒节,钢丝绳的承受载荷有限,疲劳、磨损程度不确定,对钢丝绳起吊能力无法判断,可能导致钢丝绳超出所承载的范围,钢丝绳断裂筒体滑落;另外,卡子对筒体的卡力度不够,可能导致筒体滑落,造成安全事故,也不好防护。
一种可行的工装如下图所示, 1 与 2 采用螺栓连接,吊具 A、B 之间通过钢丝绳与动滑轮连接,在 1 和 2 的内侧面上堆焊锯齿台,锯齿台的高度为 3~5 mm,作用是为了增大 1、2 与筒体内、外壁的摩擦力。
通过天车连接滑轮和钢丝绳,将起吊力通过滑轮和钢丝绳传递到筒体内壁卡子上增大卡子对筒体的卡紧力。所述模具配合使用,将吊具卡在筒体壁上进行吊装和翻转。
四.塔盘支撑圈安装、检查
压力容器的生产制造中,塔盘支撑圈的安装是必不可少的,而且安装精度直接决定设备能否正常投入生产。之前塔盘支撑圈及内件安装都是铆工师傅靠整体划线,然后每一件再划线来确定安装位置,由于是人为操作,误差较大,效率低,精度不高,而且费时、费力。
如下图所示,塔盘支撑圈安装精度定位、可调式工装使用时,首先测量所安装的塔盘支撑圈及内件的尺寸,根据塔盘支撑圈及内件的尺寸先确定好1 和 2 的长度。如果该设备直径较小,所需塔盘支撑圈及内件尺寸规格也小,可以直接使用 1 和 2 进行划线安装。如果设备直径较大可在 2 上钻孔连接3 进行安装,使其安装精度达到图纸及技术要求。如若是压力容器变径设备,可同时制作多个同规格的模 1 和模 2,只需更换模 3 的尺寸就可以对另一台设备进行划线安装,以提高生产效率。
五.设备整体直线度检查
直线度是压力容器生产制造中以及制造完毕后都必须要保证的。压力容器生产完毕后直线度控制不合适将会导致该设备可能无法投入使用。而且对于压力容器规格较大,使用其他设备检查不方便,人工测量精度不高,所以使用一种整体工装将会实现高效、快速检查。
所述塔器整体直线度检查工装,其结构包括:一对角钢、一根细钢丝、数根细线加吊坠;将等长角钢焊接在上下封头中心接管上,细钢丝固定在两根角钢同一位置。一对角钢长度必须一样并且角钢边缘在接管中心上,细钢丝在角钢上固定的位置也一样并且绷紧,将数根细线从筒体同一方位自然垂下,检查细线与细钢丝间的距离来判别直线度是否合理,如下图所示。
想了解更多的关于生产许可证信息可以经常关注我们
【相关文章】
